
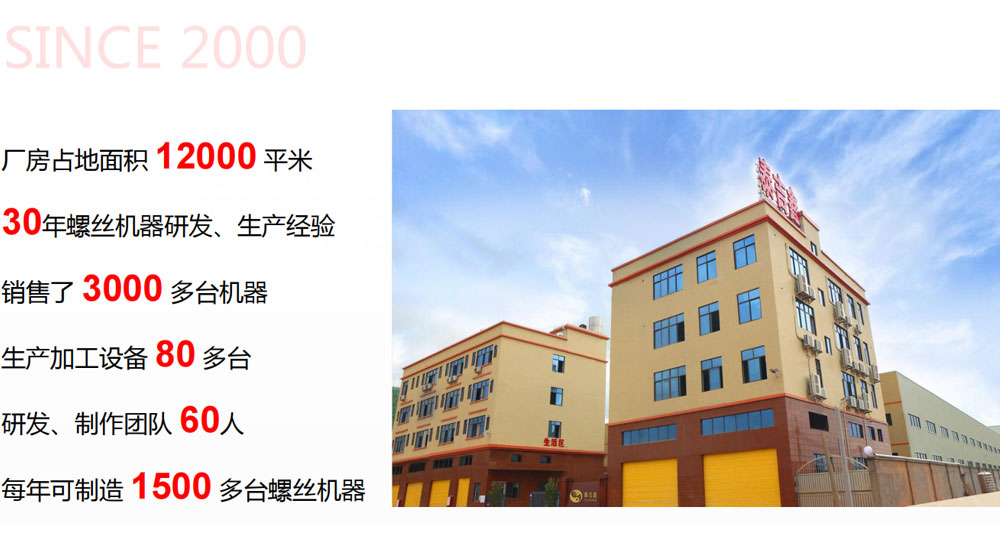
專注螺絲機械30年
主營:打頭機、搓牙機、合模機、冷鐓機

服務(wù)熱線:
139 2589 6916(鄧先生)
134 1428 1391
139 2589 8721(業(yè)務(wù)經(jīng)理)
主營:打頭機、搓牙機、合模機、冷鐓機
139 2589 6916(鄧先生)
134 1428 1391
139 2589 8721(業(yè)務(wù)經(jīng)理)







專注螺絲機械30年
主營:打頭機、搓牙機、合模機、冷鐓機 139 2589 6916(鄧先生)
139 2589 6916(鄧先生) 134 1428 1391
139 2589 8721(業(yè)務(wù)經(jīng)理)

業(yè)務(wù)微信

公眾號

業(yè)務(wù)微信




